Japan
サイト内の現在位置を表示しています。
Express5800シリーズを支える「品質・デリバリー」
Express5800シリーズ生産体制
Express5800シリーズは、NECプラットフォームズ 甲府事業所で生産されています。甲府事業所では、スーパーコンピュータの開発・製造で培った高品質な回路実装技術や冷却技術を活かし、信頼性の高い製品をご提供しています。さらに、RFID(Radio Frequency Identification)をはじめとするICT技術を活用し、多品種偏量生産*¹に対応した高度かつ柔軟な生産システムを構築しています。加えて、DX基盤を整備することで、生産状況をリアルタイムに把握し、問題発生時には迅速に対応できる体制を確立しています。
*1 多品種偏量生産・・・多くの種類(多品種)の製品を、製品ごとに生産数量が偏った状態(偏量)で生産する方式
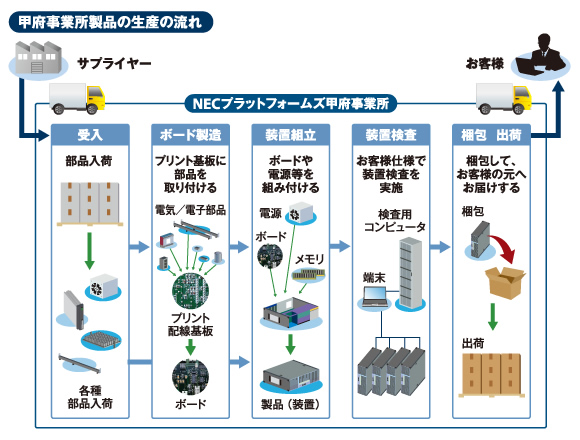
Express5800シリーズができるまで
Express5800シリーズの生産の流れは、以下大きく5つの行程を経て出荷となります。
-
受入: 調達した部品の受け入れ検査
-
ボード製造: ボード製造・検査
-
装置組立: お客様仕様による個別構成組立
-
装置検査: お客様仕様による最終品質保証検査
-
出荷
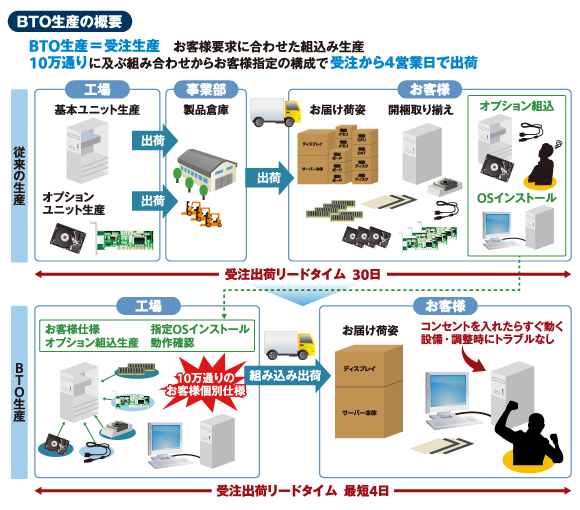
お客様仕様に応じて1台ずつ生産するBTO
甲府事業所で生産されるExpress5800サーバの大半は、BTO(Build to Order)による受注生産です。10万通り以上のバリエーションに対応するPCサーバの受注出荷プロセスでは、受注・生産・出荷を管理する各システムを連携させることで、最短4営業日という短納期でお客様に製品をお届けしています。
「良品」を作り続けるものづくり体制
「工場にとっては1万台分の1の不良品でも、お客様にとっては1台分の1の不良品である」という意識を浸透させ、設計段階から品質を作り込み、製造プロセスの最適化を進めています。この取り組みにより、社会基盤を支える製品として、不良品を”入れない、作らない(造らない)、出さない“仕組みを徹底的に追求しています。
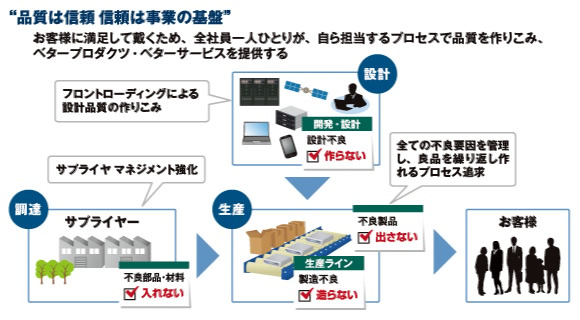
フロントローディングによる設計品質の作り込み
国内8拠点の開発・生産拠点が連携し、設計・開発を一体となり推進しています。企画・計画の初期段階から、開発プロセスの重要なポイントで品質確認(審査)を実施し、各工程での課題を分析。その結果と対策を迅速にフィードバックすることで、継続的な品質向上を実現しています。
また、実際の製造工程を想定した設計・開発についても推進しています。作りやすさを考慮しない設計は、生産時にケーブルの取り回しやネジの取り付けに時間がかかり、作業ミスの原因となります。そこで、試作前の段階で組み立てやすさを検証し、品質と生産性を早期に安定させる仕組みを導入しています。さらに、製造現場ではCADデータを活用し、作業者の動作をシミュレーションしながら生産ラインを設計。試作機を製造する前にライン動作を検証することで、作業者がスピーディかつ高品質に製品を製造できる環境を構築しています。

部品選定と受入
部品の選定とベンダマネジメント
開発部門が生産部門と連携し、品質や入手性、在庫状況などを考慮しながら供給ベンダならびに、部品を選定しています。また、各ベンダとは共同評価や品質レビュー、品質監査を通して、密接に連携し品質向上に取り組んでいます。
工場に部品が入荷された際には、受入検査を逐次実施しています。不良が一定数発生した場合は、エスカレーションして直ちに原因を調査する体制が取られています。特にLSIやDIMMなどのキーパーツで不良が続く場合には、傾向を分析しベンダと協力し原因究明ならびに、対策を打ちます。

RFIDを活用した生産システム
10万通り以上に及ぶお客様の仕様に対応した製品を高品質に生産するため、RFIDを活用した生産システムを導入しています。このシステムにより、膨大な部品の中から必要なものを正確にピッキングし、複雑な生産プロセスを効率的かつ確実に進めることができます。
お客様ごとの構成を含む注文情報は、生産指示かんばん*²から1台ごとに発行される「トラベラー」と呼ばれるRFIDに格納されます。作業員はこのトラベラーを参照しながら、資材のピッキング、作業内容の指示、使用部品情報の収集、構成の確認などを行います。
特に資材のピッキングでは、トラベラーのRFIDを読み取ることで必要な資材トレイのLEDが点灯し、トレイ前のインジケーターに必要個数が表示されます。さらに、取り漏れがある場合はグリーンのLEDが点灯せず、次の工程に進めない仕組みになっています。この仕組みにより、必要な部品のみを確実に生産ラインへ供給することが可能となり、誤ピッキングを防止しながら高品質な製品づくりを実現しています。
*2 かんばん・・・生産や部品供給のタイミングと数量を可視化し、ムダのない生産を実現するための管理手法のこと

装置組立の工程では、トラベラーに格納されたお客様ごとの構成情報に基づき、作業者の前面にあるモニターに作業手順が表示されます。必要な資材は、お客様の装置ごとに一つの箱にまとめて収集され、作業員はモニターの指示を確認しながら、その資材を使って装置を組み立てていきます。

装置組立の工程が完了すると、トラベラーに格納された情報を再度読み取り、お客様の仕様に合わせてOSやソフトウェアを自動的にインストールします。続く検査工程では、蓄積された品質ノウハウに基づき、お客様ごとの仕様に応じた機能試験やエージングなどの耐久試験を自動で実施します。

「リレー生産方式」による「多品種偏量生産」の実現
装置組立ラインでは、独自の「リレー生産方式」を採用しています。この方式は、複数の作業者が特定の工程に縛られることなく、隣接した工程を柔軟にカバーしあいながら作業を進める点が特長です。これにより、工程間の滞留を抑え、生産効率の向上を実現しています。また、本方式を複数ラインへ展開することで、生産製品に偏りが発生した場合でも負荷を全体で吸収し、常に最適なバランスで生産を進めることができます。これを「多品種偏量生産」と呼んでいます。
この生産方式を支えるため、生産設備の標準化だけでなく、作業者の技術力と品質向上を目的とした技能訓練施設を設けています。ラベル貼りやネジ締め、ケーブル接続といった基本作業から徹底的に訓練することで、複数工程に柔軟に対応できる人材を育成しています。これにより、お客様ごとに異なる製品の組立や、生産数量の変動にも迅速に対応できる体制を実現しています。

また、生産工程管理では、VMSを活用したアラームシステム「KIZUKIシステム」を導入しています。作業者が工程内での違和感や不具合を感じた際にアラームを発信し、リーダーが動画を確認して即座に対応方法を判断します。この仕組みにより、アラーム情報はデジタル化され、日単位・週単位で分析されます。その結果をもとに改善策を講じることで、PDCAサイクルが迅速に回り、品質の維持・向上を実現しています。

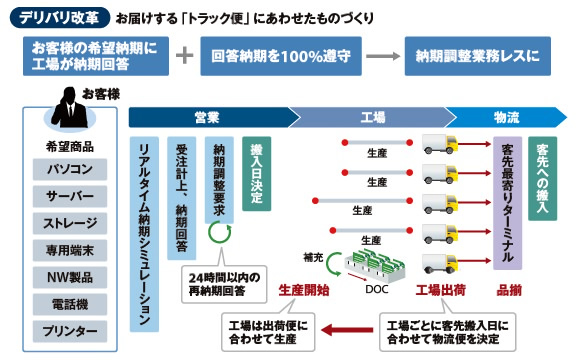
デリバリへの取り組み
Express5800シリーズは、受注から最短4営業日で製品をお届けできる仕組みを構築しています。検査工程には約8時間を要するため、実際の製造にかけられる時間はわずか1日から1.5日程度と非常に短く、効率的な生産体制によってこのリードタイムを実現しています。
さらに、サプライヤーや物流を含めたサプライチェーン全体を管理することで、お客様に回答した納期を100%遵守しています。工場が回答した納期に合わせて物流便を決定し、その出荷便に合わせて製品を生産します。加えて、NECグループ全体で運用する物流網を活用することで、迅速な配送を可能にしています。このように、納期を確実に守る生産体制を整えることで、営業担当者は納期調整の業務から解放され、よりスムーズにお客様へ製品をお届けできるようになりました。
出荷後の品質改善に向けた取り組み
当社では、製品出荷後の品質向上も重要な使命と捉え、以下の3つの活動を中心に改善サイクルを継続的に回しています。
障害解析調査
出荷後に発生してしまった障害については、事象の確認から原因特定までを体系的に実施いたします。不具合の発生状況や再現条件を詳細に調査し、問題部位を明確化することで、迅速かつ的確な原因究明につなげます。
稼働品質管理
稼働中の製品データを用いて、特異値検出や傾向分析など統計的品質管理手法を適用し、品質状態を継続的に監視しています。これにより、潜在的な問題の早期発見や、稼働品質の安定維持を実現します。
対策処置の実施
お客様にはご不便やご心配をおかけすることのないよう、影響が生じる可能性が確認された場合には、速やかに必要な対策を講じます。また、発生した事象を真摯に受け止め、開発・製造工程および関連プロセスへ確実にフィードバックを行い、再発防止と品質向上に継続して取り組みます。
環境活動と地域貢献
環境マネジメントシステムISO14001
環境マネジメントシステムISO14001の認証は、旧甲府日本電気(株)では1998年2月に、旧茨城日本電気(株)では、1998年3月にJQA(財団法人 日本品質保証機構)審査により取得しました。その後は、継続的に環境保全活動を推進し、環境管理システムのレベルアップを図り、2005年度には甲府事業所と茨城事業所を統合して認証を取得しました。
 ISO認証登録証(2601 KB)
ISO認証登録証(2601 KB)環境監査/監視
ISO14001に基づいて構築した環境マネジメントシステムを検証し、継続的な改善を図るため、毎年、多段階の環境監査を実施。さらに、緊急時(地震、火災、事故)に、大気や水質など外部への影響を与える設備を24時間体制で集中監視しています。

地球温暖化防止
CO₂排出量削減ならびにカーボンニュートラルの実現に向け、さまざまな取り組みを行っています。具体的には、生産工程のプロセス改善や照明器具・空気圧縮機設備・新規開発機種における省エネルギーの推進、事務所での未使用照明やOA機器のこまめな電源オフなどを徹底しています。さらに、再生可能エネルギーの活用として、工場に太陽光発電設備を導入し、クリーンエネルギーによる電力供給を進めることで、CO₂排出量の削減を強化しています。
廃棄物削減、資源循環
廃プラスチック、パレット、厨芥屑などの廃棄物についても再資源化を進め、2000年度末に廃棄物を全てリサイクルする“ゼロエミッション”を達成しました。
地域貢献
工場周辺の清掃活動、信玄公祭り(山梨県甲府市)への参加、工場見学の実施など、地域社会への貢献と調和を図るための活動を積極的に行っています。

お問い合わせ