Japan
サイト内の現在位置を表示しています。
PLMコラム ~BOP連載シリーズ~
<執筆者>
NEC マネジメントコンサルティング統括部
ECMグループ ディレクター 杢田竜太
2002年より、20年以上に渡って、製造業:特に設計を主体としたエンジニアリングチェーン領域におけるデジタル技術を活用した業務革新(PLM/BOM/コンカレントエンジニアリング/原価企画等)支援に従事。製造業を中心とするお客様に対して、設計開発プロセスにおける業務コンサルティングを手がけている。

2026/4/27
5.なぜBOPが必要なのか?
さて、一番重要なBOPの必要性について説明する回となりました。
自身の経験では、「BOPとは何か?」という定義と、「なぜBOPが必要なのか?」という目的が曖昧なまま、「BOM:Bill of materialsが必要なら、BOP:Bill of Processも当然必要だろう」というレベルの認識で「BOP」がバズワード化していた感があります。
2026年4月のこの原稿の執筆時点においても、「BOP」の定義は様々であり、本コラムでも「自社にとってのBOPとは何かを具体化・定義すべき」と述べており、唯一の定義として社会に浸透している訳ではない認識です。
しかし、この定義を曖昧にしては、「なぜBOPが必要なのか?」という目的も曖昧になってしまいますので、本稿においては下記をBOPと定義付けたいと思います。
本稿におけるBOPの定義:
ある製品/商品を製造する際に必要となる作業手順をデータベース化した情報
本BOP連載シリーズのこれまでの章でも述べてきた通り、上記定義のBOP相当のデータは、作業手順書や工程設計書、QC工程表として、つまり帳票として作成・管理されてきました。
これは、本コラムのBOP連載シリーズのここで述べているように、「図面」と「BOM」の関係が、「作業手順書」と「BOP」の関係に相似と捉えることができます。
では、なぜこれらの情報はデータベース化されなければならないのでしょうか?
一言でいうと、それが全ての基準情報となるから、だと、私は考えています。
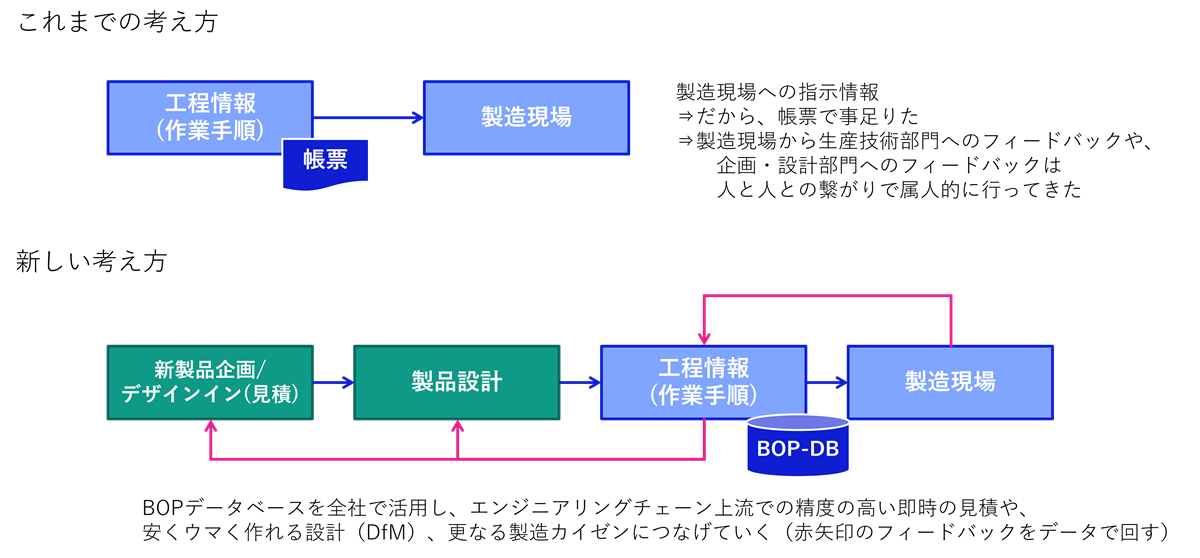
図1:なぜBOPが必要か? ~これまでの考え方とこれからの考え方~
上記、図1の「BOP-DB」は、ものづくりのための基準情報です。
その基準情報に対して、製造現場での実績情報が収集され、基準に対する差異とその原因が分析されることによって、カイゼンが進んでいきます。
更には、その基準情報(※)を、新製品企画(あるいはデザイン・イン型のエンジニアリングチェーンの場合は、初期見積)~製品設計段階で活用することにより、精度の高い即時の見積や、より安く・ウマく作れる設計(DfM)に活かすことができるようになってきます。
※ここでいう基準情報とは、例えば、その部品はどういう工程を通り、こういう作業手順だから、サイクルタイムはいくつで、そのラインのローディング(アワーレート)はいくらかなどを指します。
本コラムのBOMシリーズ:9.今製造業に求められているBOM管理とは、でも述べましたが、これは、この図2の
①サプライチェーン・フィードバックループ
②エンジニアリングチェーン・フィードバックループ
に該当します。
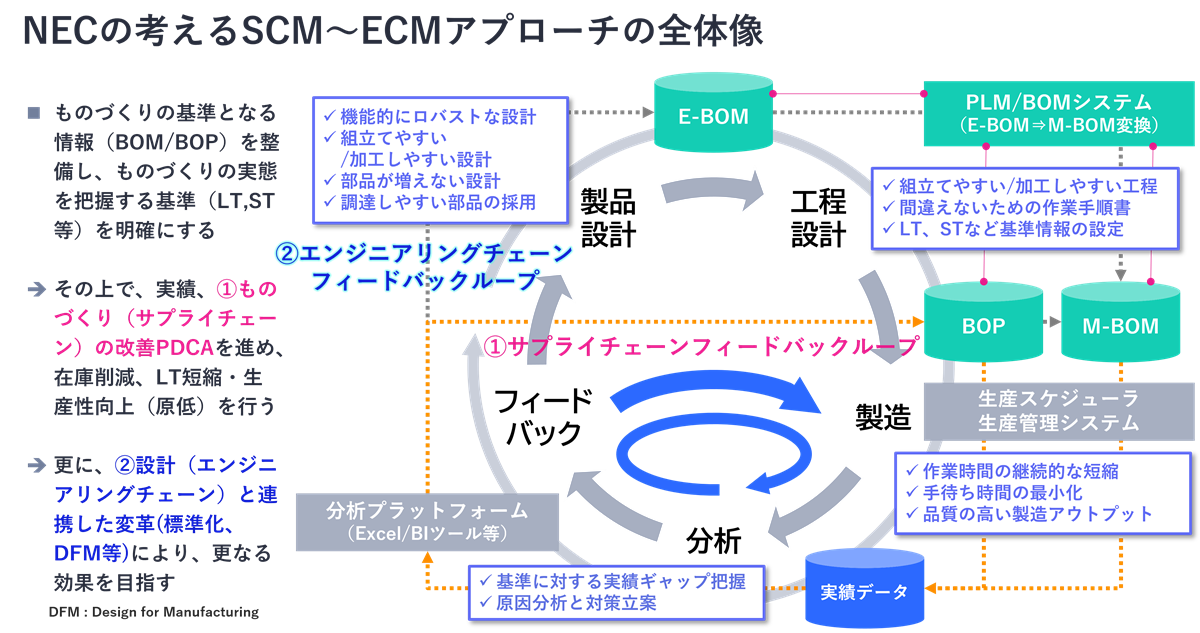
図2:NECの考えるSCM~ECMアプローチの全体像
もう少し、この②エンジニアリングチェーン・フィードバックループについて考えてみましょう。
この図2の左上の箱で、”部品が増えない設計”と書きました。
これは、ものづくりとしての「標準化」を意識した設計、と言うことを指します。
多様な顧客のニーズに対応するために、製品はできる限りバリエーションを増やすことが構造的に重要です。
(例えば、製品+多様なオプション、あるいは、モジュールの組合せによる多様な製品の実現)
しかし、部品が増えては、安く、早く、ウマく作ることはできません。
安く:部品種が多いと、その種類だけ在庫を抱える必要が出てきますし、例えばそれが金型品だと、その種類だけ金型を保持する費用もかさみます。
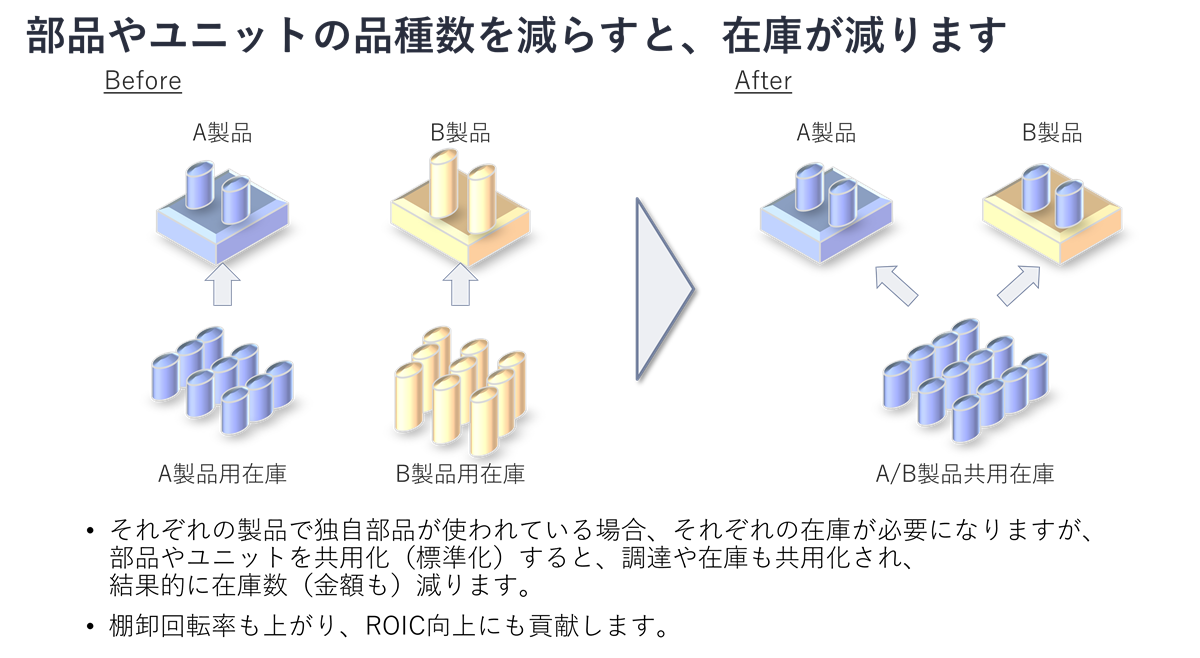
図3:部品標準化と在庫の関係
更には、新部品立上げにおいても、下記のような費用が掛かることは容易に想像できます。
※この費用は、見えない費用(=財務諸表に上がってこない、管理会計上も特定が難しいコスト)ですので、問題にされることはほとんどありません。
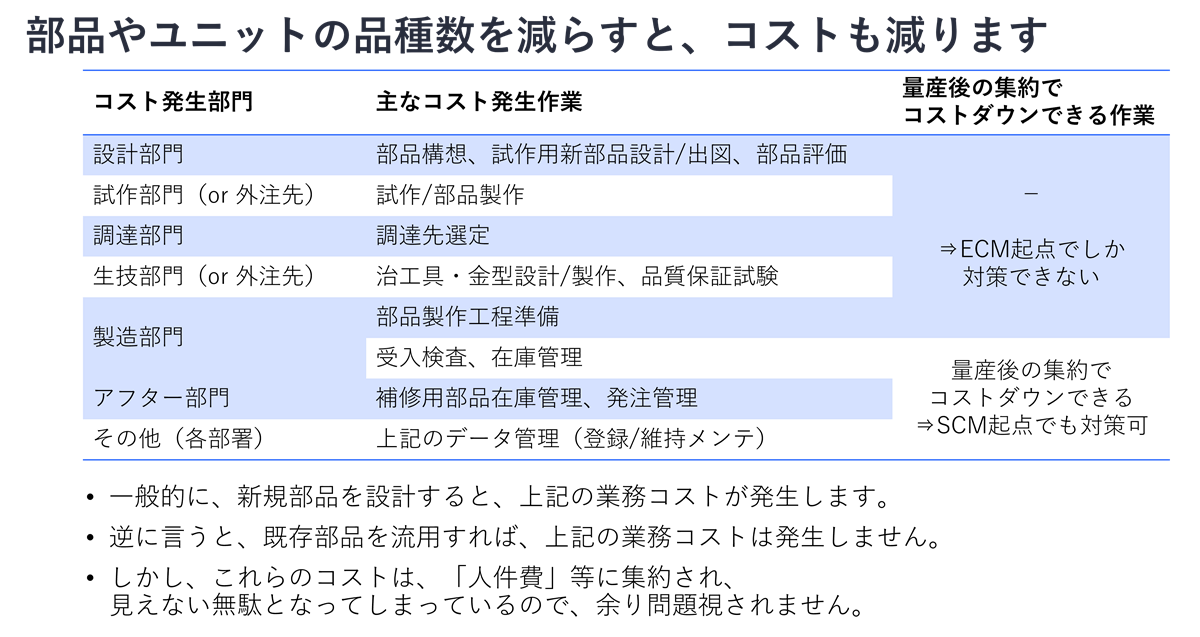
図4:新規部品立上げに伴う業務コスト
早く:ひとつでも部品が揃わないと製造できませんし、その影響で、生産計画は暴れがちになります。
ウマく:部品種の加工手順/組立手順なども含めて標準化し、作業設備や作業者の作業自体のバリエーションを減らし、習熟曲線の早期カイゼン、品質バラつきの極小化を狙っていきます。
今回は、一般的な文脈で書いていますが、このあとに執筆・公開予定の「業種別課題解決シリーズ」で、業界別の取り組むべきアプローチについて、もう少し詳しく書きたいと考えています。
次回は、BOPシリーズの最終回「BOPにどう取り組むべきか?」です。
コラムのコラム1
今回述べた基準情報とフィードバックループの考え方は、本コラムのBOMシリーズ:8.統合BOM管理とは?でも述べた、このコンセプトとして集約しています。
これまでのエンジニアリングチェーンのデータは一方通行の流れしか考えていないデータベースでした。
そのため、各組織機能としてのデータベースや、帳票類、あるいは、昔使っていた帳票類をそのままデータベース化したようなシステムが散在していました。
これからは、全社のエンジニアリングチェーンとしてどのようなフィードバックループを回すべきか(データの活用ユースケース)を考え、そのためにどのようなデータを蓄積していくべきか、を考える必要があります。
2026年現在、生成AIやAgentic AIの進歩は目を見張るレベルになっており、今後もますます活用されていくでしょう。その際に、社内のデータベースをマンリーダブルだけでなく、マシンリーダブルとして使える状態にしておく視点も重要になってくると思います。(昨今流行の表現だと、AI-Readyな状態ですね。)
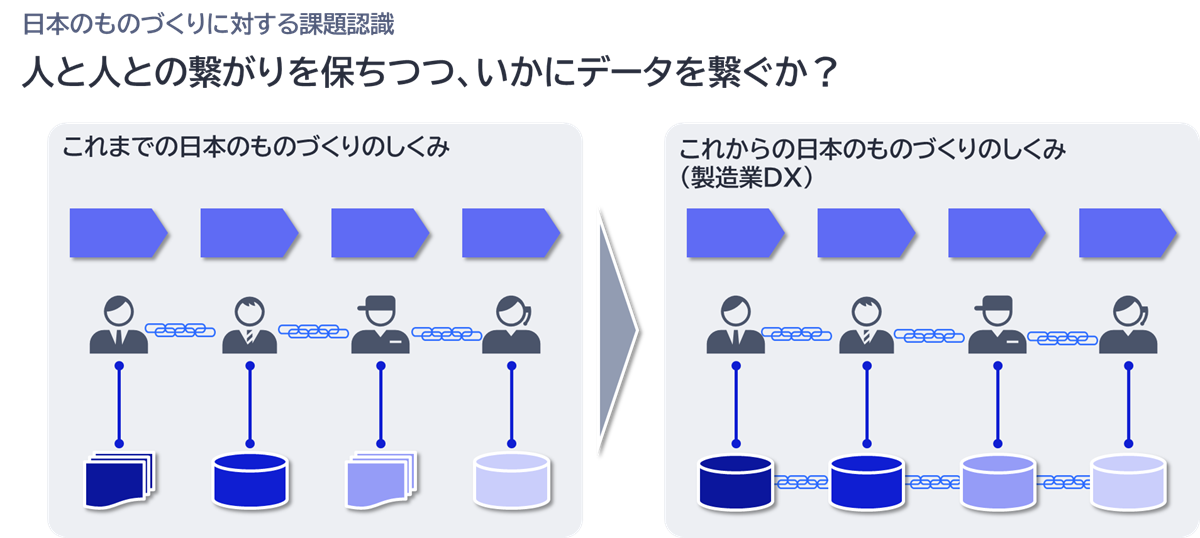
図5:日本の製造業DXの根幹となるコンセプト(試案)
コラムのコラム2
DfMの考え方ですが、いわゆるプロセス製造業(応用化学、半導体前工程や、セラミックやパンなどの炉のあるライン、ゴムやフィルムなどの押出ラインなど)では、この考え方は当たり前です。(図5を参照下さい)
※よくよく考えると、当たり前ということが、当たり前なのですが。何か禅問答みたいですね。
組立製造業においては、一般的に、製品設計されたものを作るためのライン・設備確立と、プロセス製造業とは逆になりますので、構造的にDfMの考え方は適用されにくいことになります。
さらに製品自体が複雑化し、製品設計者は忙しくなる一方で、DfMの前に機能設計・構造設計を確立するだけで精一杯です。
このあたりのものづくりの思想をどう考えて適用していくべきか、は、製造業の企業戦略として非常に重要なポイントになるのではないか、と考えています。
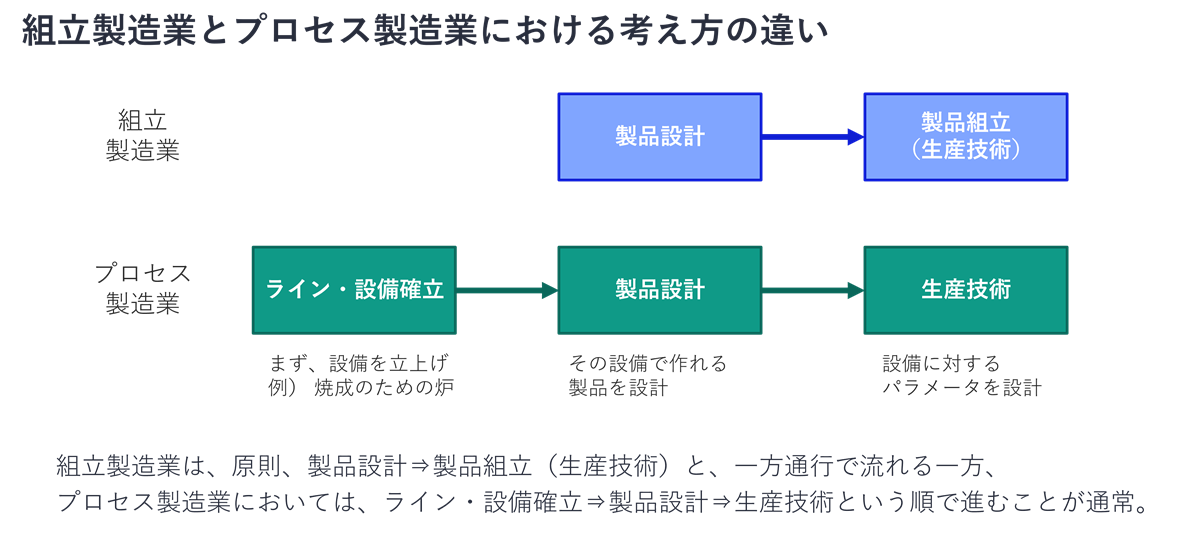
図6:組立製造業とプロセス製造業における考え方の違い

コンサルティングサービス【製品開発】
最先端のデジタル技術に対する知見と、自社および製造業のお客様のものづくり革新の実践経験をベースに、製品開発プロセスの革新をご支援いたします。
詳細はこちら