Japan
サイト内の現在位置を表示しています。
PLMコラム ~BOM連載シリーズ~
<執筆者>
NEC マネジメントコンサルティング統括部
ECMグループ ディレクター 杢田竜太
2002年より、20年以上に渡って、製造業:特に設計を主体としたエンジニアリングチェーン領域におけるデジタル技術を活用した業務革新(PLM/BOM/コンカレントエンジニアリング/原価企画等)支援に従事。製造業を中心とするお客様に対して、設計開発プロセスにおける業務コンサルティングを手がけている。

2025/11/27
8.統合BOM管理とは?
今回は、統合BOMに関する解説回です。
統合BOMとは、その名の通り、各種目的別BOM(例:E-BOM、M-BOM)を統合化したBOM自体、あるいはそのBOMシステムを概念として呼ぶ用語です。
NECのPLMソリューションであるObbligatoにおける統合BOMのイメージを示します。
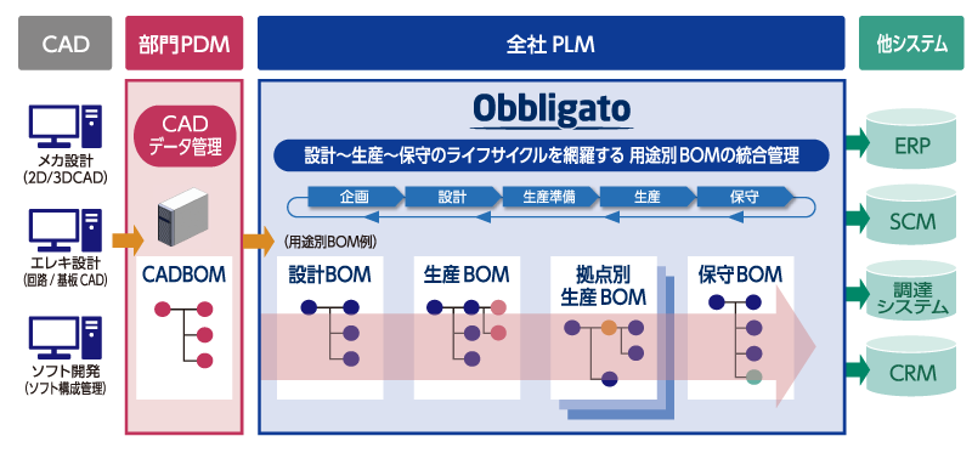
エンジニアリングチェーン全体で、BOMが繋がっているイメージですね。
もう少し、BOMデータと業務にハイライトして書いたイメージ例も載せておきます。
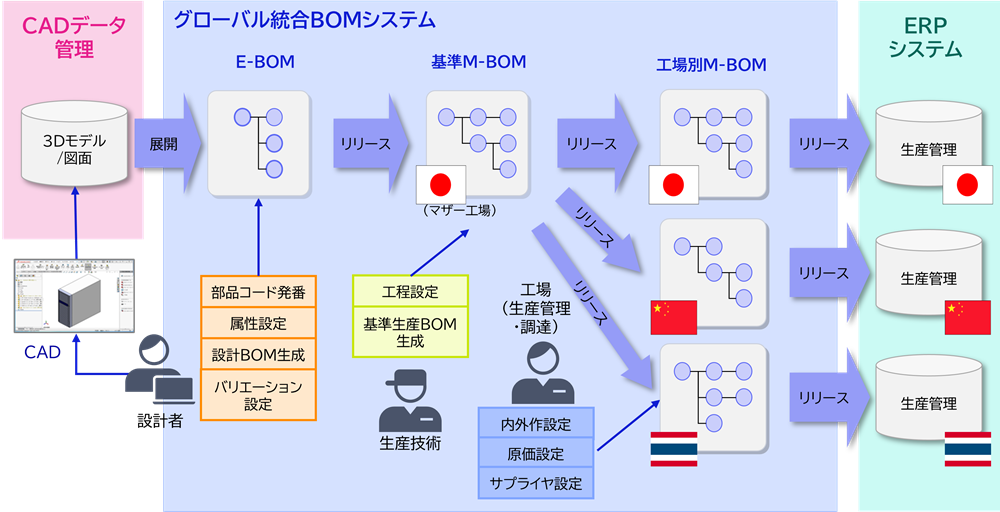
図2:グローバル統合BOMシステムのイメージ例
このイメージ例では、「CADデータ管理」と「グローバル統合BOMシステム」は、エンジニアリングチェーンをカバーし、「ERPシステム」は、サプライチェーンをカバーしています。
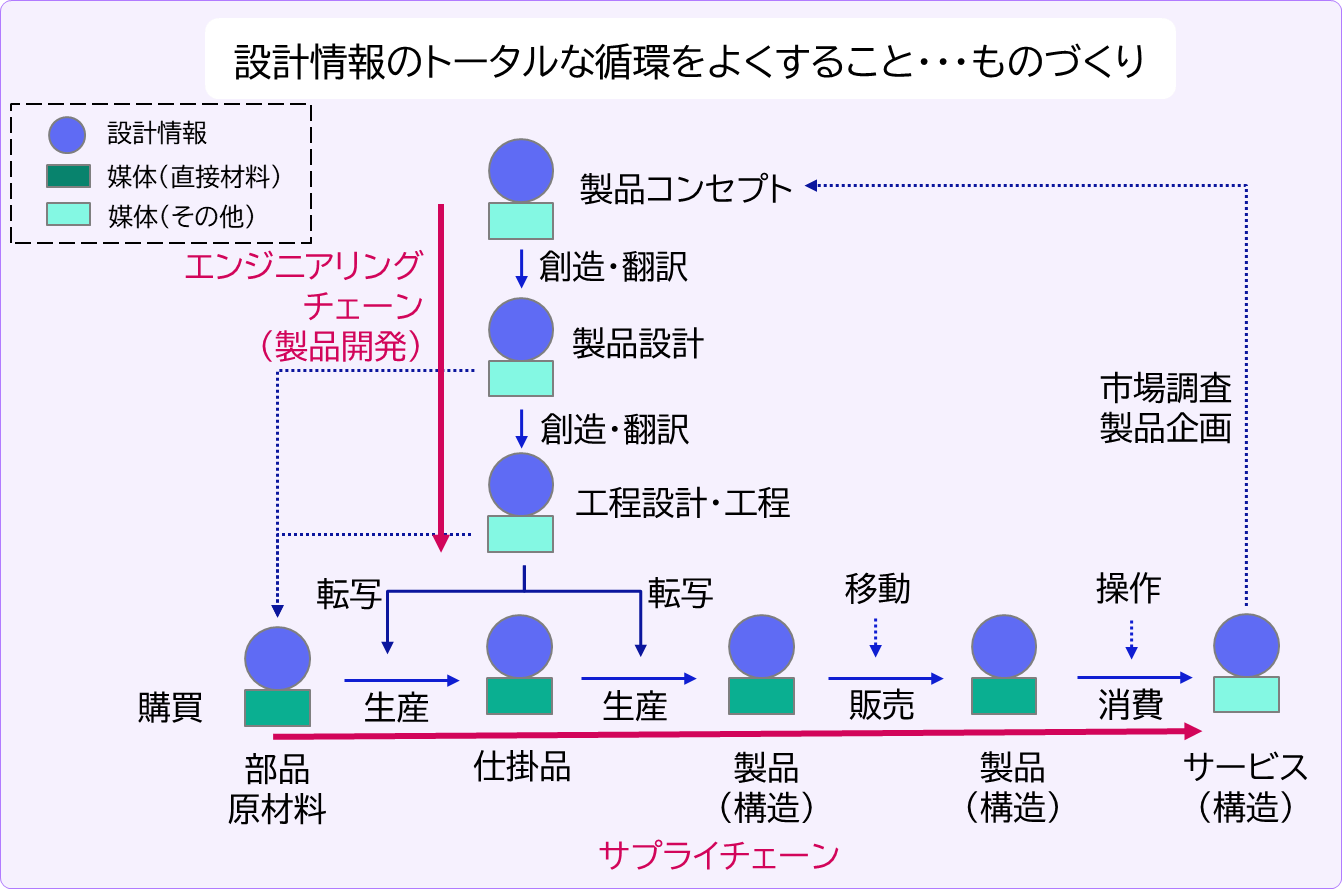
図3:広義のものづくりの考え方と、エンジニアリングチェーン/サプライチェーンとの関係
グローバル企業においては、本社内の工場と、関連会社として別法人の工場を持つことが通常です。
ERPシステムは生産だけでなく財務会計も範囲としますので、法人としての会社ごとに導入することが一般的です。そうすると、製造業のERPシステムを支える技術マスター情報もバラバラに導入すればよいのか?という論点が出てきます。
コラムのコラム
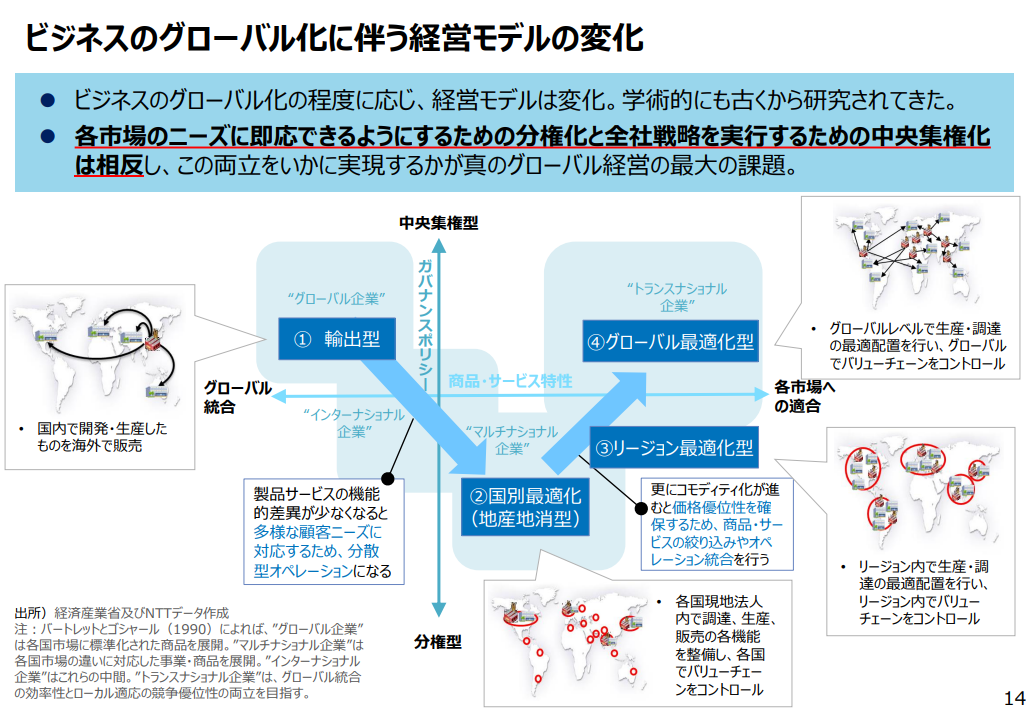
グローバル戦略として、技術戦略・開発戦略をどういうガバナンスの下に展開していくのか、は、1990年のバートレットとゴシャールによるこの区分が参考になります。
詳しくは、本コラム「グローバルテクノロジーマネジメントシリーズ」で掲載予定ですが、考え方のフレームを紹介しておきます。(私は、生成AIやAgentic AIの飛躍的発展により、グローバルガバナンスも見直しのチャンスが出てきている、と捉えています。)
●インターナショナル型 :技術や能力・ナレッジを本国で開発し、他国に展開するモデル
●マルチナショナル型 :ローカル適用圧力が強く、ローカルに権限委譲した分散型モデル
●グローバル型 :本国に技術や資産を集中させた上で、グローバル中央集権を成すモデル
●トランスナショナル型 :グローバル統合とローカル適応をバランスさせる理想的モデル
面白いのは、高度経済成長期の日本企業もベンチマークされており、花王やNECもグローバル企業代表として、研究対象となっているところです。
この類型では、トランスナショナル型が理想的とされていますが、多くのグローバル日本の製造業の実態は、インターナショナル型からグローバル型となっているように見受けます。
参考1)地球市場時代の企業戦略: トランスナショナル・マネジメントの構築 1990 C.A.バートレット, S.ゴシャール
参考2)製造業を巡る現状と課題 今後の政策の方向性 2024年5月経済産業省 製造産業局 14ページ
においても、このモデルはリファレンスされており、トランスナショナル型企業を「グローバル最適化型」と位置付けている。
引用元:経済産業省 第16回 産業構造審議会 製造産業分科会 2024年5月22日開催
資料4 14ページ
コラムのコラムで書いたように、日本の製造業の多くは、インターナショナル型からグローバル型で運営されています。つまり、「技術や能力・ナレッジは、本国本社」が持ち、それをサプライチェーンでモノに転写する際に、海外工場を活用しているのが実態です。
そうなると、必然的に、エンジニアリングチェーン上のシステムは「統合すべき」という方向性になってきます。
もう一度、図2を見直してみてください。
これは、自動車部品メーカーのグローバルモデルをイメージにした図なのですが、本国本社で開発した製品設計結果(3Dモデル/図面、E-BOM)を、まずは日本国内で製造するためのマザー工場での立ち上げを行い(基準M-BOM、国内工場M-BOM)、量産していく中で歩留と品質を上げた結果、その技術を海外工場に展開していく(中国やタイなどの海外工場M-BOM)という業務シナリオ前提のBOMデータモデル・システム例を示しています。
なぜ、このようなBOMデータモデル・システムが必要なのでしょうか?
基本的なものづくりの改善的発展は、PDCAサイクルが回っています。つまり、指示情報に対して、実績情報があり、実績が指示通りに達成されたかチェックされ、達成されていない場合は原因分析からカイゼンが、達成された場合は、更なる基準を達成するためのアイデアが検討されます。
このボトムアップ活動としてのQCサークルやTQC活動は、日本の製造業の十八番であったはずです。
戦後、日本の復興期には、日本の各地で技術・製品開発と工場が一体化し、設計者と生産技術者は知恵と工夫で日本のものづくりの品質を高めてきました。
その後のプラザ合意を起点とした円高基調の中、海外現地生産、つまり海外工場へと展開してきましたが、ここでも技術情報伝達の担い手は「生産技術者」でした。海外工場で何かあった際は、あの人(日本から技術展開した生産技術者その人)でなければトラブル対応できない、と言った程でした。
今や、日本の中堅・大企業の海外工場は、数工場どころではなく、数十工場を保有し、ライン数で言えば数百ラインレベルを保有する企業も出ています。更には、生産技術者が人手で海外展開していくには難しく、労働者不足が追い討ちを掛けています。
ポイントとなるコンセプトは、「人と人との繋がりを保ちつつ、(統合BOMシステムを通して)いかにデータを繋ぐか?」になる、と私は考えています。
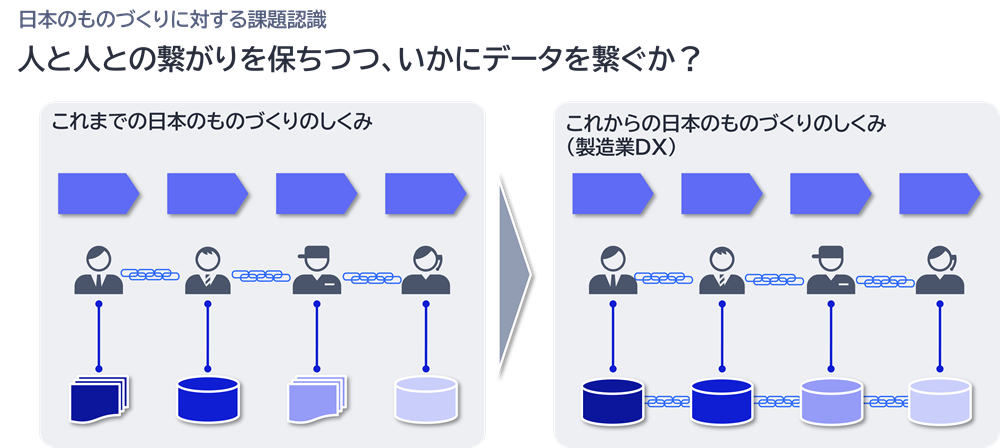
図4:日本の製造業DXの根幹となるコンセプト(試案)
この実現のためには、前述の歴史の中でグチャグチャになった品番体系をシンプル化する必要も出てきますし、仕掛情報と確定情報をどのように管理すべきか、と言った課題も出てきています。
品番課題に関しては、本コラムシリーズの「品番連載シリーズ」で解説していく予定ですので、お楽しみに。

コンサルティングサービス【製品開発】
最先端のデジタル技術に対する知見と、自社および製造業のお客様のものづくり革新の実践経験をベースに、製品開発プロセスの革新をご支援いたします。
詳細はこちら