Japan
サイト内の現在位置を表示しています。
PLMコラム ~BOP連載シリーズ~
<執筆者>
NEC マネジメントコンサルティング統括部
ECMグループ ディレクター 杢田竜太
2002年より、20年以上に渡って、製造業:特に設計を主体としたエンジニアリングチェーン領域におけるデジタル技術を活用した業務革新(PLM/BOM/コンカレントエンジニアリング/原価企画等)支援に従事。製造業を中心とするお客様に対して、設計開発プロセスにおける業務コンサルティングを手がけている。

2026/3/30
3.製品からみたBOPと工程からみたBOPとは?
BOPの粒度について解説してきましたが、実はもう一つ重要なポイントがあります。BOPの管理特性(管理の主キーについて)です。
結論から申しますと- ●モノ(製品やユニット)を主キーとするか
- ●場所(ラインやショップ)を主キーとするか
の違いです。
IVIのシンポジウム資料(2016年)をリファレンスしてみます。
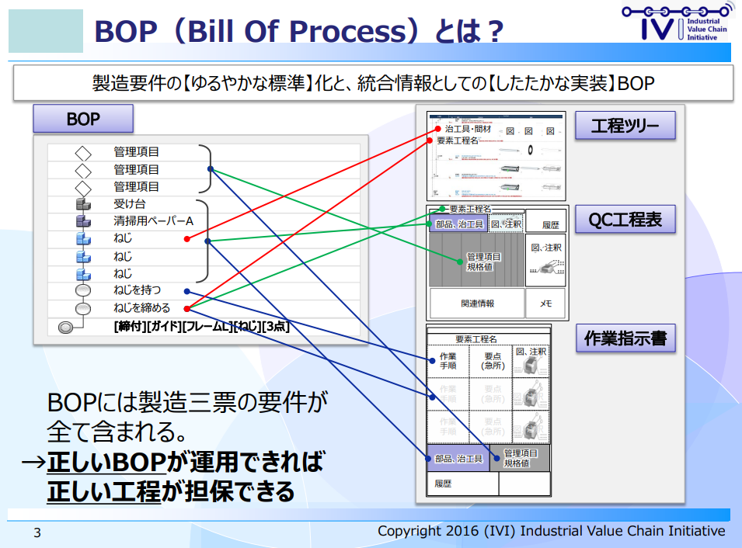
ここでは、BOPの粒度を②作業指示単位の工程で説明しており、
「このBOPが運用できれば、製造三票(工程ツリー、QC工程表、作業指示書)の要件が全て含まれ、正しい工程が担保できる」、と述べられています。
- このイメージで、着目してほしいのは、この製造三票は、何が主キーで管理されているか?ということです。
- 一般的には以下ではないでしょうか?
A)工程ツリー ・・・モノ(製品やユニット)
- B)QC工程表 ・・・場所(ラインやショップ)
- C)作業指示書 ・・・モノの場合と、場所の場合が混在
A)とC)の違いは、生産技術部門の一般的業務おける「作業手順検討」と、「ライン検討」の違いとなります。
企業によって呼び名がことなりますが、一般的には、A)工程ツリーは作業手順検討のアウトプットとして、C)作業指示書はライン検討のアウトプットとして導出されます。

C)作業指示書(作業手順書)は、そのモノを製造する際は、必ずこの手順に従え、というルールになっている場合は、モノが主キーとして管理されていますし、例えば、国内のマザー工場のこのラインではこの手順に従うが、インドネシア工場のこのラインではこの手順に従う、と、ラインを主キーとして管理されているケースもあります。
本件については、自社での現帳票が、何を主キーとして指示されているのかを明確化しておく必要があります。
※実は、曖昧であったり、生産技術部門の課によって少しずつ考え方が異なっていたりする場合があります。貴社ではどうでしょうか??
- また、B)は、ラインのQC工程表(コントロールプラン)ですから、「この場所(ラインやショップ)で、このモノを作る際は、品質管理上こういう管理をしなさい」という指示票ですよね。
- 5Mと呼ばれるMan(人):作業員、Machine(機械):製造設備、Material(材料):原材料や素材、Method(方法):製造工程や作業手順、Measurement(測定):検査や測定が、全て管理値としてていぎされており、主キーはA) 場所(ラインやショップ)となります。
4.BOPはどう作られているか? ※1
- さて、それぞれのBOPが一般的にどう作られているのか確認していきたいと思います。
- ここでは、BOPというデータベースのデータをどう作っていくかではなく、相当の情報を、誰が、どういうプロセスで作っていっているのか、について確認していきます。
-
※1:「BOPがどう作られているか?」という問いは、BOPに取り組む上で、本来の改革の考え方を捻じ曲げてしまう問いの表現となっています。それは、「BOPを作ること」が目的になってしまっている表現だからです。本来は、その「BOP」を作る本来の目的があり、その目的を達成するためのプロセスの一部として「BOPを作るプロセス」があるはずですので、これからBOPに取り組もう、とされている方は、その全体プロセスを考えた上での一部プロセスに対するコラムだ、とご認識ください。 - なお、次回のコラムテーマは「なぜBOPが必要なのか?」です。こちらでは、これらの情報をデータベース化する意義・目的について述べていきたいと考えています。
①製造指示単位としてのBOPはどう作られているか?
まず、①製造指示単位としてのBOP(下図の左)についてです。
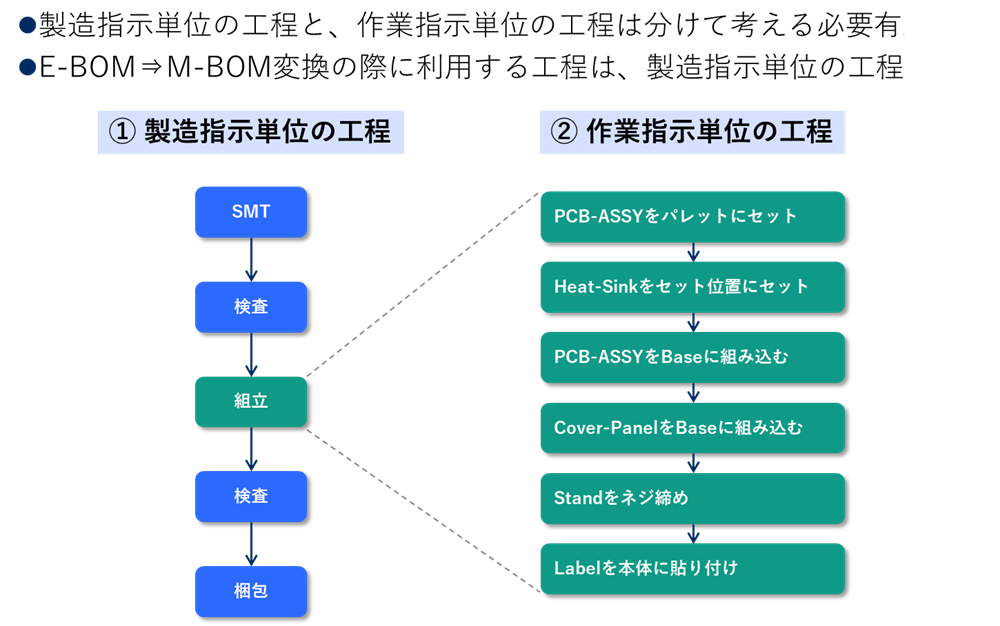
図3
- このレベルで重要なポイントは、どこで製造するのか?という視点になります。
- もっとわかりやすい具体例でいうと、内作するのか、外作にするのかが典型例です。
- それによって、管理すべき情報(例えば、受発注や支給の有無、コスト情報など)も変わってきます。
- では、誰が内外作を決定しているのでしょうか?
- これがまた、実は曖昧なことが多いのが日本企業の実態です。
- 一般的には、技術的観点からは生産技術部門が決定し、生産能力観点からは生産管理部門が決定していることが多いと思いますが、前者は製品開発部門が決定していたり、合議で決定していたり、実態は各社各様です。
- このコラムの前シリーズ:BOM連載シリーズの「8.統合BOM管理とは?」で、このような図を示しましたが、ここで内外作設定は工場の生産管理が工場別BOMに対して内外作を設定しています。
- これも一つの例であって、必ずしもこういうモデルにはならないです。
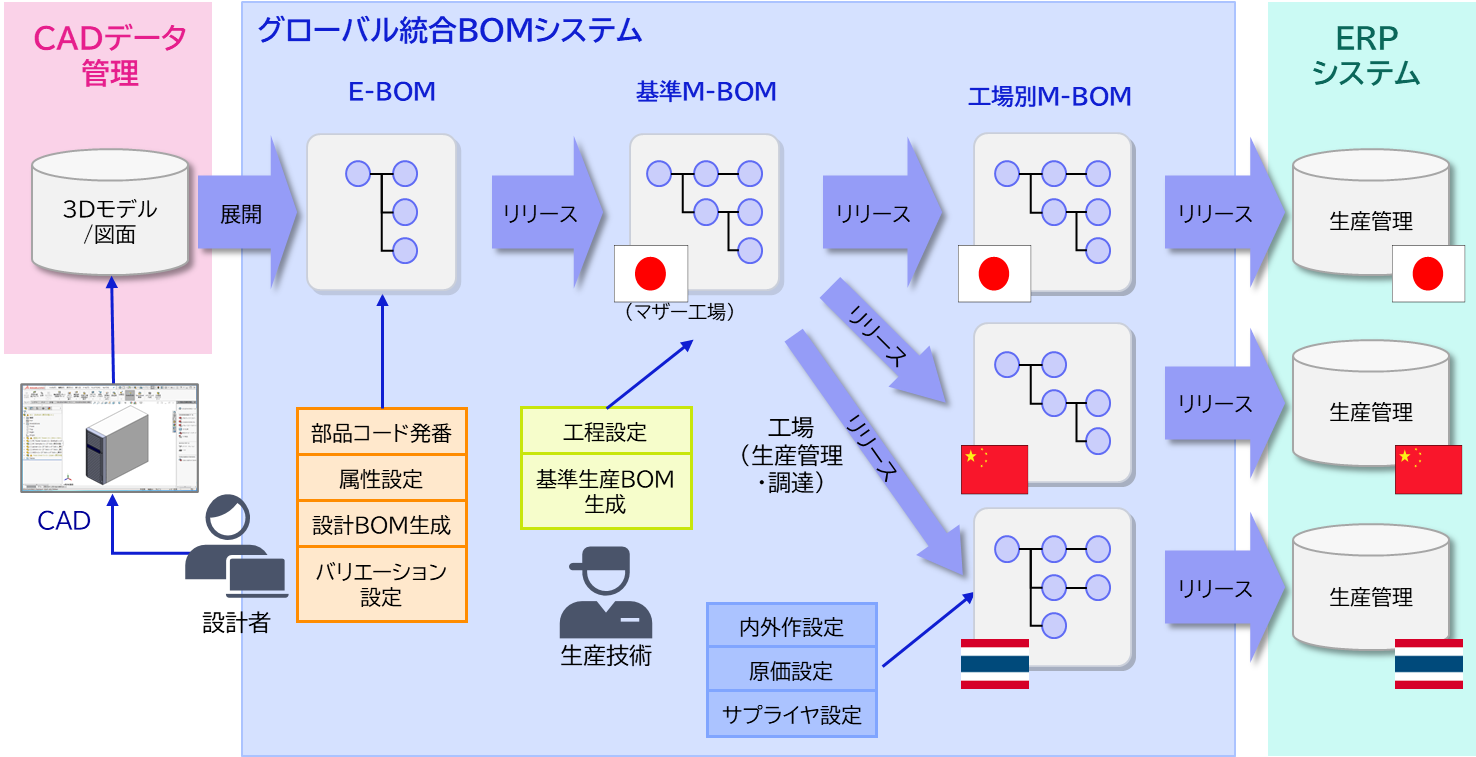
- とはいえ、どこで製造するのかによって、管理すべき情報が変わりますので、
- 1.BOMの品目(ASSY、部品)に対して、どこで製造するのかを設定する
- 2.その場所で製造するためのBOPを登録していく
- という手順でBOPを設定していく形となります。
コラムのコラム
- 当たり前ですが、情報は、その決定者・決定プロセス、と、データベースへの設定者・設定プロセスが異なる点には注意が必要です。
- 先ほどの例での「内外作決定」は、開発プロセスにおいては、生産能力(設備投資)や、調達コスト等に大きく影響しますので、実際は開発プロセス初期において、ほぼ決まっていることが通常です。
- 但し、開発初期においては、その決まった情報をセットするための器がありません。
- 最終的には、出図段階(量産以降段階)において、BOM(具体的にはM-BOM)にデータセットされるのですが、これまでの経緯から、その際には、工場の生産管理部門がその役割を担っていることが多いようです。
- この背景については、BOM連載シリーズの「1.改めてBOMとは?」を参照してみてください。
②作業指示単位としてのBOPはどう作られているか?
- では次は、②作業指示単位としてのBOPについてです。
- 作業指示単位としてのBOPは、誰が、どのように作っているかは、例えば、量産品と個別受注設計品では大きく異なるのですが、今回は量産品をイメージして解説していきます。
- まず、製品開発部門で設計されたモノに対し、部品をどう加工するのか(例:鍛造、切削、プレス、熱処理など)と、ASSYをどう組み立てるのかに分かれ、それぞれの専門家で構成される生産技術部門にて検討されます。
- 特性として、一般的な組立は、内作でも外作でもその手順が変わらないことが通常ですが、加工においては設備に依存するので内作と外作ではその設備依存で変わることが通常です。例えば、プレス加工においては、この設備の場合は2工程、この設備の場合は3工程になる、などのイメージです。
今回は一般的な組立作業手順で解説します。
- 前章の図2を参照ください。
- ここでは、作業手順とライン検討は別だ、という話をしました。
「内作でも外作でもその手順が変わらない」という観点での検討は、ここでいう「作業手順検討」の方となります。 - この検討は、実際は、製品設計部門がかなり意識して設計しているのではないでしょうか。なぜなら、つくれないモノ、つくりにくいモノを設計したら後で手戻りが発生してしまいますから、自衛的に非常に意識しています。
従来は試作においてこのプロセスを検討していましたが、昨今はデジタルエンジニアリングによって3Dモデルでバーチャルに検討することが当たり前となっています。
- ここで、生産技術部門の大きな仕事は、標準作業時間を設定することです。
- 標準作業時間は、ST(Standard Time)と呼んだり、CT(Cycle Time)と呼んだりします。
- 内作する場合は、ライン検討を進めていきますが、ラインを新設するのか、既存ラインに混流で製造するのかによってもその検討は異なります。
これらの検討の結果、作業手順レベルのBOPがデータセットされていくことになります。
- さて、今回は、BOP相当の情報が一般的にどう作られているのか確認してきました。
- 次回は冒頭にも述べたように、これらの情報をデータベース化する意義・目的について述べていきたいと考えています。

コンサルティングサービス【製品開発】
最先端のデジタル技術に対する知見と、自社および製造業のお客様のものづくり革新の実践経験をベースに、製品開発プロセスの革新をご支援いたします。
詳細はこちら