Japan
サイト内の現在位置を表示しています。
PLMコラム ~BOM連載シリーズ~
<執筆者>
NEC マネジメントコンサルティング統括部
ECMグループ ディレクター 杢田竜太
2002年より、20年以上に渡って、製造業:特に設計を主体としたエンジニアリングチェーン領域におけるデジタル技術を活用した業務革新(PLM/BOM/コンカレントエンジニアリング/原価企画等)支援に従事。製造業を中心とするお客様に対して、設計開発プロセスにおける業務コンサルティングを手がけている。

2025/10/20
7.M-BOMとは?
さて、今回はM-BOMについて解説していきたいと思います。
本連載シリーズの第1回:改めてBOMとは?(NECのPLM/PDMシステム Obbligato(オブリガート): PLMコラム ~BOM連載シリーズ~)でも書きましたが、元来「BOM」あるいは「B/M」、「部品表」という言葉は、今で言う「M-BOM」を指していました。
M-BOMは名の通り、生産:Manufacturing(ものづくり)のためのBill of Materialsです。
では、ものづくりのためにはどういう業務機能が必要でしょうか?
一般的な組立加工業で考えてみますと、
1.いつ、何を、いくつ作るか計画する 【生産計画】
2.部材を調達する 【調達】
3.協力会社に製造(加工/組立)してもらう 【製造(社外)】
4.社内工場で製造(加工/組立)する 【製造(社内)】
5.ユニットや製品を検査する 【検査】
6.出荷のための荷造りを行う 【梱包】
出図から出荷までには、このようなものづくりの業務機能があると思います。 ※受注は除く
M-BOMを考えるうえで、組立加工業であれば、上記の業務機能は、まず全ての企業においてあるプロセスですが、実業務としては、そのストックポイントにおいて、複数の類型に分かれます。
具体的には、
●MTS:Make to Stock :製品在庫でストックし、受注に対して製品在庫を引き当てる
●BTO:Built to Order :部品やユニットでストックし、受注に対して組合せ製造を行う
●CTO:Custom to Order :BTOに対して、より部品レベルでストックし、オーダー毎の個別カスタマイズにも対応して設計・製造を行う
●ETO:Engineer to Order :受注後にオーダーメイドの設計を行い、調達・製造を行う
となります。
これまで、このコラムの第1回などで説明してきたM-BOMの考え方は、上記で言うとMTSという大量生産/大量消費時代のものづくりの基本形を表していましたが、グローバル化が進み、市場ニーズの多様化からマスカスタマイゼーションが叫ばれる今日、この類型はBTOやCTO、最終的にはETO型でのものづくりが志向されてきています。
但し、自明の通り、受注に対する納入リードタイムは、MTS⇒BTO⇒CTO⇒ETOの順に長くなりますので、そのバランスを自社としてどう取っていくのかは企業戦略になります。
「スグもってこい!」と言うニーズには、MTSしか対応できないのです。
※補足:代理店などの別会社にそのニーズ対応責を負ってもらう、という戦略も有。
もう一つ付け加えると、(M-BOMとしてはこちらの方が大切なのですが)、MTSとETOはそのプロセスが比較的単純であるのに対して、BTOとCTOは複雑になりがちです。
少し具体的に言いますと、MTS類型の場合、エンジニアリングチェーンとサプライチェーンは独立し、交差します。
ETO類型の場合は、エンジニアリングチェーンとサプライチェーンは独立し、順列になります。
しかし、BTOとCTOの場合、特にCTOの場合は、エンジニアリングチェーンとサプライチェーンは絡み合い、並走することが通常です。
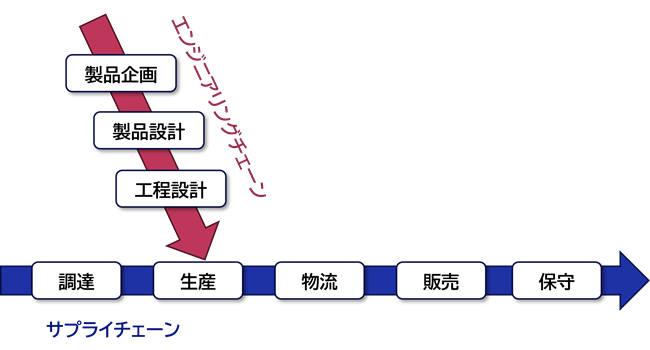
図1:MTS類型のプロセス・・・エンジニアリングチェーンとサプライチェーンは独立し、交差する

図2:ETO類型のプロセス・・・エンジニアリングチェーンとサプライチェーンは独立し、順列になる
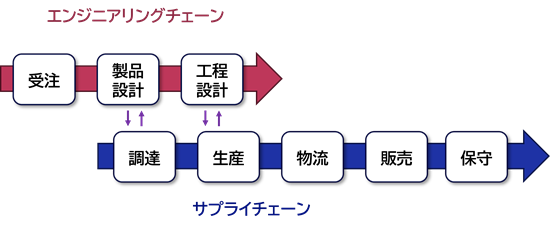
図3:CTO類型のプロセス・・・エンジニアリングチェーンとサプライチェーンは絡み合い、並走する
この類型別の業務機能プロセスの設計次第で、どのようなM-BOMを持つべきか、が決まってくるのです。
なお、この辺りの詳細は、「業種別課題解決シリーズ」で書いていきたいと思いますので、少々お待ちください。
MTS類型プロセスの場合、エンジニアリングチェーンで設計された情報が、M-BOM表現され、サプライチェーンの生産に繋がります。
下図がMTS類型の典型的なM-BOMイメージですが、ASSY X,Y,Zの部組ラインと、最終アッセンプリの製品A組立ラインが表現されています。
ASSY Xは、部品を調達(購入)し、組み立てるユニットです。
ASSY Yは、一部の部品は、材料を調達(購入)し、自社内で加工しています。
ASSY Zは、協力先工場に組立外注しており、部品は外注自給品と支給品に分かれています
これらは、エンジニアリングチェーンの製品設計の中で、3Dモデル(3DA)/図面が出図され、それを基にした工程設計と協力会社を含む生産マップ検討の結果が反映され、ERP(生産システム)へ連携されます。
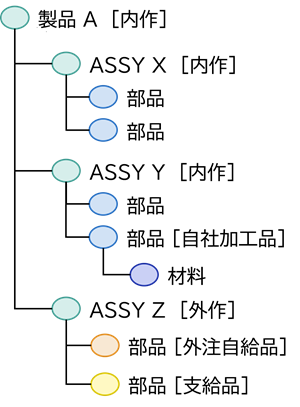
図4:MTS類型の典型的なM-BOMイメージ例
では、複雑になりがちと話したCTO類型のプロセスにおけるM-BOMとは、どういうものなのでしょうか?
実は、「M-BOMは複数ある」のが通常です。
良く運用されているのは、下記の3パターンです。
1.先行手配用M-BOM
2.調達用M-BOM ※P-BOM(Procurement BOM)あるいは、手配部品リストとも呼ぶ
3.M-BOM ※出庫BOM/払出BOMと呼ばれるケースもある
2⇒3⇒1の順にみていきましょう。
まず、2. 調達用M-BOMです。
CTO類型プロセスでは、受注(オーダー)に対して個別設計が入ることが通常ですので、受注後に設計プロセスが走ります。必然的に設計を終えた部位から五月雨式に出図を開始します。(顧客への納期を守るため、鋳物/型物などの調達リードタイムの長い部材を含む部位から設計を固めていくことが通常です。)
出図された部位の部品は、階層を持たない調達用M-BOMとして設計から生産に受け渡されます。
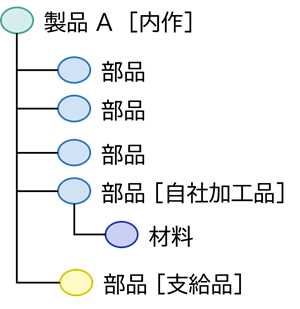
図5:CTO類型における調達用M-BOMのイメージ例 ※自社加工品は材料との階層を持つ場合もある
工場では、この調達用M-BOMの通りに部品や材料を調達(購入)し、部材倉庫に入庫することになります。
次に、3.M-BOMです。
入庫された部材は、出庫指示で製造現場に払い出されたり、外注先に支給されたりします。
CTO類型プロセスにおいては、そのためのBOMが、M-BOMと呼ばれていることが多いです。
※もちろん、そうでない企業様も多々あります。何の目的で、どのようなM-BOM(技術マスター情報)が存在しているのか、そこからどのような問題が発生していてどう改革していくべきかは企業の現状により様々です。
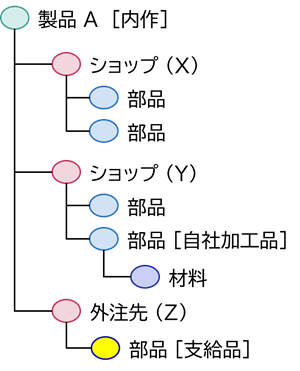
図6:CTO類型におけるM-BOMのイメージ例 ※出庫BOM/払出BOMと呼ばれるケースもある
最後に、1.先行手配用M-BOMです。
CTO類型の場合、顧客に対してきめ細やかな個別カスタマイズ対応する引き換えに、MTS類型に比べて受注から納入のリードタイムが遅い、という弱点があります。
紳士服(スーツ)の例が良くわかると思いますが、既製服は量販店で商品を買って、即時に持って帰って明日から着ることができますが、オーダーメイド/イージーオーダーの場合は、採寸後、早くても数週間程度、納入までのリードタイムが掛かります。
そのリードタイムを極力縮める工夫として、CTO類型の企業では、受注前に部材やユニットを先行手配しているケースが通常です。
その先行手配に用いるBOMが、先行手配用M-BOMとなります。
この先行手配用M-BOMは、各企業の製品群の標準化度合いによって、先行手配部材リストのみのケースもありますし、標準化されたユニット単位での先行手配構成になっているケースもあります。(類型論では、後者はBTO類型に近い)
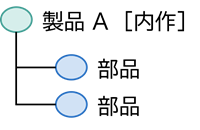
図7:CTO類型における先行手配用M-BOMのイメージ例
便宜的に、類型をパターン化して説明を進めてきましたが、結局M-BOMは、企業各社の生産方式に依存した多種多様な構造を保有していることが通常です。
例えば、今回は説明しませんでしたが、応用化学品の場合はどうでしょうか?CPG品の場合は?
私が経験した企業様では、加工時にクズが出て、そのクズも材料として再利用していたケースがありました。この場合のM-BOMはどうあるべきでしょうか?
※CPG:Consumer Product Goods(消費財)
NECのコンサルティングサービスでは、まず企業におけるBOMの状態を正確に調査・把握・分析し、問題解決のための改革テーマ/施策を提言していきます。
また、特長として、単にBOMのあるべき姿だけではなく、製品設計の標準化(モジュラーデザイン、部品標準化)や、工場におけるあるべきストックポイント設計など、棚卸最小化と納期最短化の双方の改善のご相談を受けることができます。
これは、昨今経営目標として設定されるのが当たり前になりつつあるROIC改善に繋がる活動となります。
詳しくはまた別途説明したいと思います。

コンサルティングサービス【製品開発】
最先端のデジタル技術に対する知見と、自社および製造業のお客様のものづくり革新の実践経験をベースに、製品開発プロセスの革新をご支援いたします。
詳細はこちら